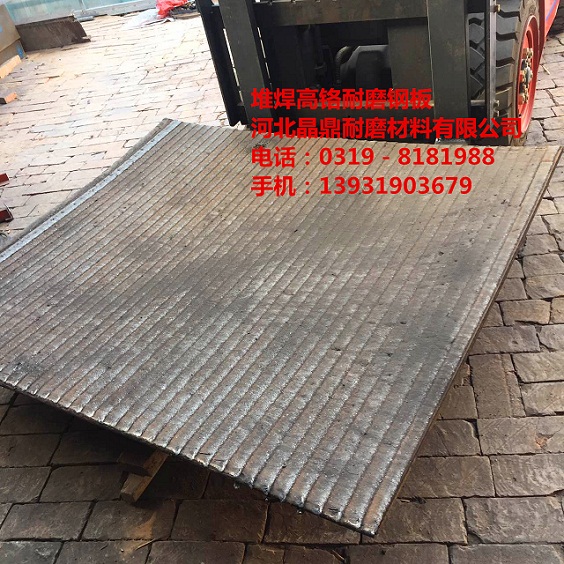
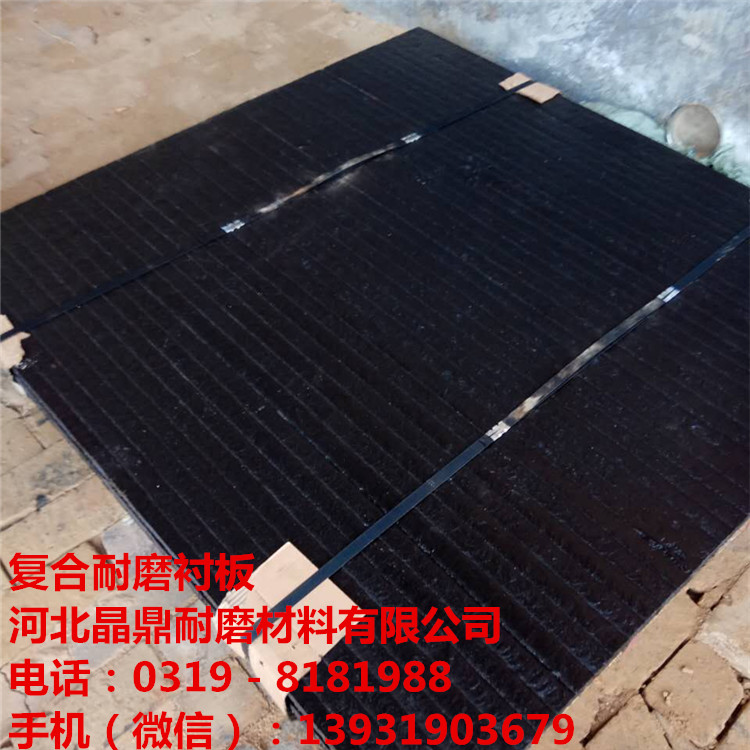
YD414埋弧耐磨藥芯焊絲產品特點: JD-YD414N(M)為埋弧堆焊藥芯焊絲,焊接工藝性能優良。堆焊層金屬為鉻,鉬中碳合金,具有沉淀強化效果,在高溫下析出彌撒碳化物,可以保持較好的高溫強度,硬度。因而具有優良的耐磨性能。 用途: 用于堆焊母材70Mn2Mo,65GrNiMo等熱軋帶鋼板,棒材輥,開坯輥及合金鋼軸,柱塞等。 堆焊金屬典型化學成分及硬度 型號 C Mn Si Cr Mo N 空冷硬度-供貨規格及工藝參數 規格電流 300-400 350-450 電壓 28-33 31-35 包裝說明:50公斤/捆; 200-250公斤/桶。 注意事項; 堆焊前車去疲勞層,并按要求進行預熱,保溫,緩冷。 焊劑按照要求進行烘干。 嚴格控制焊接電流,電壓,焊接速度等工藝參數。 控制層間溫度不低于預熱溫度。
說明: JD-YD414N為埋弧堆焊藥芯焊絲,焊接時焊絲接正,配合WF606,焊接工藝性能優良,成形美觀,脫渣容易。堆焊層金屬為鉻、鉬低碳合金,高溫強度高,抗氧化和耐熱疲勞性能優良。焊接前應將軋輥預熱至250~350℃。
用途:用于堆焊連鑄機輥及合金鋼軸、柱塞等。
C
Cr
Mn
Si
Ni
Mo
0.05~0.15
12~15
0.5~1.5
0.5~1.5
2~5
0.5~1.5
熔敷金屬化學成分(%) (堆焊三層以上,厚度大于6mm)
參考電流(DC+)
規格(mm)
電流(A)
電壓(V)
Φ3.2
350~450
28~33
Φ4.0
350~500
28~35
堆焊工藝:
1、焊前車去疲勞層。并按要求進行預熱、緩冷。
2、焊絲應保存于通風干燥處。
堆焊層硬度: HRC≥40~50








 |
|  RSS訂閱
RSS訂閱






 :871792307
:871792307