
螺旋輸送機是在國民經濟中應用很廣泛的一種設備,是各工業部門中機械化與自動化運輸工作的主要機組,它結構形式和布置方案是多種多樣的。
本使用說明書,是為了幫助使用單位能對目前的螺旋輸送機有個一般的了解而編制的。在本說明書中指出了潤滑、安裝、操作、維護等方面可能出現的問題和注意事項,以便在使用過程中引起重視,延長設備的使用壽命,保證出勤率和工作可靠性。
一、 螺旋輸送機的特征
螺旋輸送機是一種不帶撓性牽引的連續輸送設備,它利用旋轉的螺旋將被輸送的物料沿固定的機殼內推移而進行輸送工作,其情況好象被持住不能旋轉的螺母沿螺桿而作平移運動一樣,使物料不與螺旋一起旋轉的力是物料的重力和對于機殼的摩擦力。
螺旋輸送機的優點是:結構簡單,維護方便;橫斷面的外形尺寸不大;可以在長度方向上任意位置進行進出物料;可以利用緊閉機殼的蓋子達到較好的密封效果。
因此螺旋輸送機被廣泛地應用在各種工業部門,用來輸送各種各樣的粉狀、粒狀和小塊物料,如煤灰、水泥、砂、塊煤、谷類等。它不易輸送易變質的粘性大的結塊物料。
二、技術規范
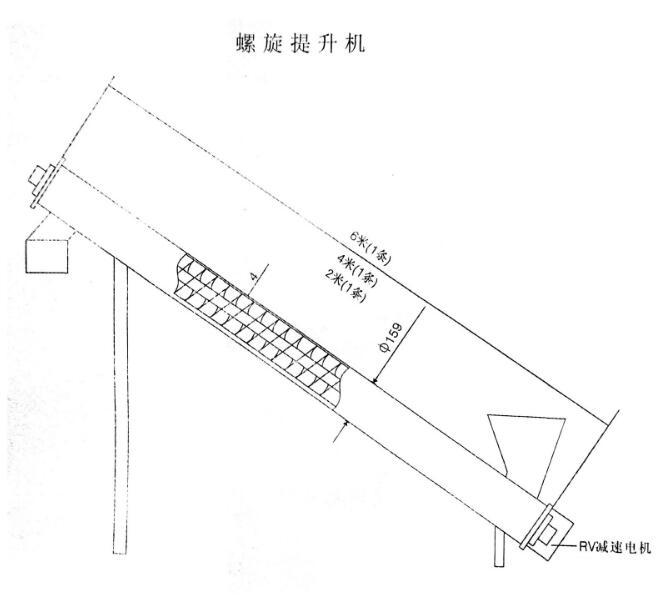
LS型螺旋輸送機的規格型號、螺旋直徑、轉速及輸送能力見下表:


對于每一種直徑的螺旋輸送機,其功率是依輸送量、輸送物料、輸送長度、輸送高度等因素的不同而在很大的范圍內變動的,具體數值見設備總圖。
螺旋輸送機的外形尺寸、全機重量也因輸送長度、螺旋直徑、制法等因素不同,因此不便一一列出,具體數值見設備總圖。
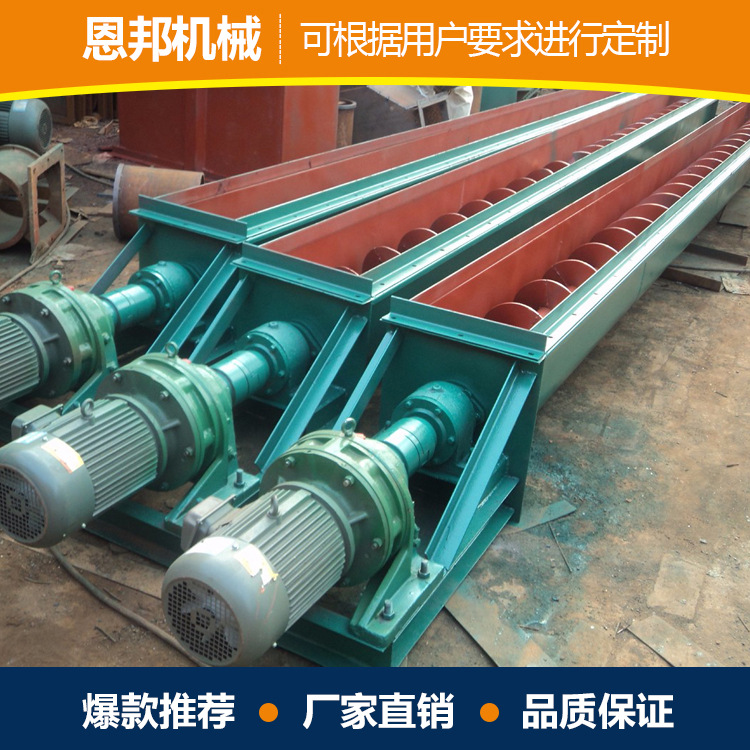
螺旋輸送機按驅動方式分單端驅動和雙端驅動兩種。
三、 結 構
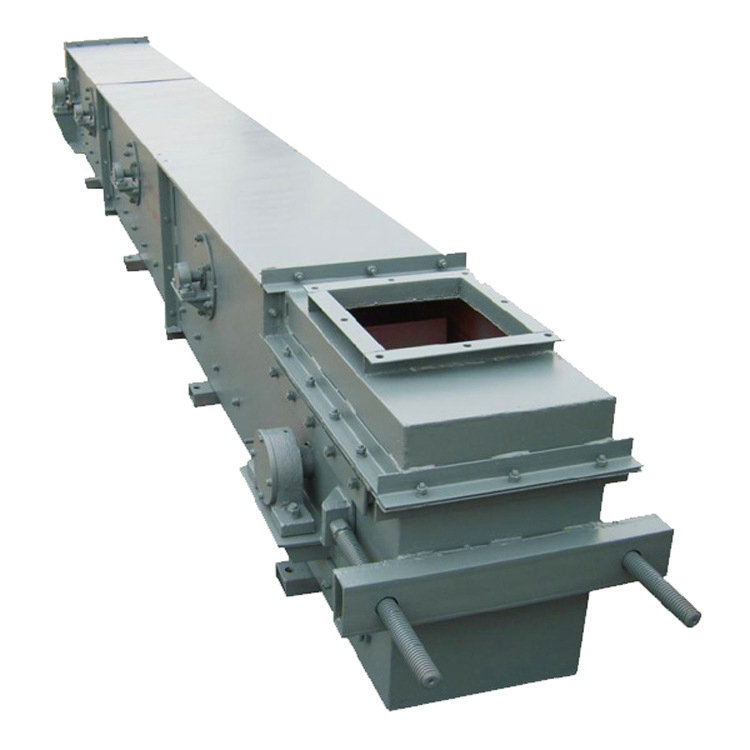
螺旋輸送機由下列結構組成:驅動裝置、聯軸器、螺旋軸、槽體、吊軸承裝置、兩端軸承裝置、支座、機蓋、進出料口等。
四、傳動系統
螺旋輸送機的傳動系統是以電動機為原動力,經擺線針輪減速機減速,再經十字滑塊聯軸器傳遞動力給螺旋軸。
五、 潤 滑
驅動裝置的減速器內的潤滑要求,見減速機廠所出的減速器產品說明書的規定。
十字滑塊聯軸器的中間盤與半聯軸器之間應涂以石墨潤滑脂,在螺旋輸送機停機時適量加入。
兩端軸承座內的軸承用3號鈣基潤滑脂潤滑,要1個月換油一次。
吊軸承裝置內的滾動軸承要用機油潤滑,每班加注一次,注意:不要加潤滑脂,以免將滾動軸承外側的密封圈擠掉。
以上加油時間僅系較低限度規定,具體時間須視機械運轉情況加以靈活掌握。
六、 安裝、調試
(一) 安裝
1.安裝前,必須先將螺旋輸送機在運輸途中或卸貨時混入的粘土、污垢加以清洗,全部另部件清點齊全,安裝人員充分了解了螺旋輸送機的下列安裝要求,然后才能著手進行安裝工作。
2.螺旋輸送機基礎應在螺旋輸送機正式安裝前20天澆注完成,基礎應牢固可靠,能保證不因地基支承力過小,而發生螺旋輸送機的下沉和額外的變形。以保證螺旋輸送機工作時有足夠的穩定性。
3.螺旋輸送機安裝前應先校好基礎水平:
(1) 縱向不水平度允差為長度的1/1000,全長為3毫米。
(2) 橫向不水平度允差為寬度的1/500。
4.按照頭節、中間節、尾節的順序,并參照設備安裝圖和制造廠對各螺旋節編號,依次將螺旋機排列好,裝好驅動裝置及十字滑塊聯軸器。
5.機殼的組裝應符合下列規定:
(1) 不直度和縱向不水平度允差為長度的1/1000,全長為3毫米。
(2) 橫向不水平度允差為寬度的1/500。
(3) 機殼連續處應緊密貼合,不得有間隙。
(4) 機殼與機架間應墊實。
(5) 機殼壁與螺旋間的兩側間隙應相等,其允許差為2毫米。底部間隙允許差為±2毫米。
6.軸或軸承中心線與螺旋機縱向中心線的不重合度允差為0.5毫米
7.相鄰兩機殼之內表面,在其相互接頭處不得有顯著高低。
8.螺旋輸送機各節須在全部調整穩妥后,再擰緊地腳螺栓或與予埋鋼板焊接。
9.驅動裝置低速軸和螺旋輸送機前軸應是同心的。如使用十字滑塊聯軸器,則其平行偏差不得超過1/100,位移偏差不得超過0.2毫米。
10.螺旋旋輸機經制造廠試裝后,正式安裝時務加工的結合面不應修改,特別是手工修改,在各加工面的結合面之間,禁止加入額外的襯墊。
11.進、出料口需現場安裝的,在全機固定好以后再焊進、出料口。進、出料口的凸臺支撐面與螺旋輸送機的軸線平行。進、出料口與管道的聯接處應緊密貼合,不得有間隙。
12.所有聯接螺栓均擰緊到可靠的程度。
(二) 調 整
1.螺旋輸送機各吊軸承應可靠地吊承聯接軸。不得使螺旋卡住、壓彎。
2.吊軸承與螺旋軸的聯接螺栓應擰緊。
3.為了調整機殼和螺旋之間長度的累積誤差,螺旋輸送機在安裝時允許在各機殼間加墊木條膠墊,機殼與機蓋之間可加墊毛氈密封。(密封要求不高時可不加墊)
4.驅動裝置減速器低速軸中心高與螺旋輸軸中心線高度相差過大時,可借墊片來調整驅動裝置的高度。
(三)試運轉
1.螺旋輸送機裝妥后,應進行各部分的潤滑,并檢查各有油處是否有足夠的油量,如果不不足,應加足,然后才能進行無負荷試車。
2.在無負荷試車前應特別注意檢查電氣接線的正確性及機殼內是否有遺留的工具,另件。
3.在開機前應行先用人力轉動螺旋數周,確信沒有阻礙,方得起動。首次起動時應用隨開隨停的辦法作數次試驗,觀察各部件動作,認為正確良好后,方得正式運轉。
4.螺旋輸送機裝妥以后進行連續12小時以上的無負荷試車,無負荷試車時應注意螺旋輸送機裝配的正確性,即:
(1) 運轉是否平穩可靠。
(2) 各軸承發熱的溫升不超過20℃。
(3) 各緊固部分不得發生松動。
(4) 空轉功率不得超過額定功率的30%。
5.在無負荷試車時,螺旋不得和機殼相磨擦。
6.若吊軸承溫升過高,則表明吊軸承的位置安裝不當,產生了聯接軸的卡住現象,因而加大了摩擦阻力,這時應重新調整吊軸承位置。
7.無負荷試車結束,認為合格后,應進行負荷試車,考察螺旋輸送機的承載能力和輸送能力。
8.負荷試車的物料應按合同中的規定,并按設備操作規程進行正確的加料,然后實測螺旋機的輸送量。
9.在負荷試車時,應測得下列數值:
(1)電機實際功率不得超過額定功率。
(2)各軸承發熱的溫升不得超過30℃。
10.負荷試車應進行4小時左右,在試車過程中,若螺旋有卡滯現象時,應立即停車排除,不得強行運轉。
七、設備操作規程
1.所有螺旋輸送機操作人員及有關人員都應熟悉和遵守本規程。
2.每臺螺旋輸送機都應指定專人進行操作和保養,其他人員不得擅自開動螺旋輸送機。
3.開車前的準備工作:
(1) 檢查電線,開關是否完好。
(2) 檢查各緊固件是否松動。
(3) 檢查各潤滑點是否按規定加足潤滑油。
(4) 螺旋是否卡住。
4.為防止起動過載,螺旋輸送機必須保證空載起動,即在機殼內無輸送物料時起動,起動后方可添加物料。
5.螺旋必須在卸料干凈后停車,即先停止加料,且機殼內物料已被輸送完畢之后才停止運轉。以保證下次空載起動。
6.螺旋輸送機的加料應當均勻,以免造成物料在吊軸承處積塞。
7.被輸送的物料內不得混入堅硬的大塊物料,以免加料時卡住螺旋,造成螺旋輸送機的損壞。
8.在使用中應經常檢視螺旋輸送機各機件的工作狀態,注意各緊固件是否松動。
9.應特別注意螺旋軸軸頭與聯接軸的銷軸是否松動、掉落或剪斷,若發現有此現象時應立即停車糾正。
10.螺旋輸送機在運轉時機蓋不應取下,以免發生事故,操作者如需檢視內部情況時,方可打開任何一塊機蓋。





河南省恩邦機械設備有限公司位于新鄉市經濟開發區,擁有各種機械加工,板金成材,焊接成形設備。形成了以產品開發、設計到生產的一體化基地,是河南省專業生產輸送設備,環保設備,篩分設備,給料設備以及振動設備的基地之一。
河南省恩邦機械設備有限公司開發生產輸送設備及提升設備,先后開發生產了TD型、D型膠帶斗式提升機,HL型、TH型環鏈斗式提升機,NE系列板鏈斗式提升機等垂直輸送設備,以及LS、GX系列螺旋輸送機,DTII帶式輸送機,HB系列板式鉸鏈輸送機,FU鏈式輸送機等水平輸送設備,并且在生產中不斷開發,不斷改進。
隨著生產規模的不斷增大,河南省恩邦機械設備有限公司先后在新鄉市成立了銷售公司,主要開發生產給喂料設備,根據用戶要求及市場變化,設計生產出GZG電機振動給料機,YTS系列圓筒回轉篩,K型往復式給料機,ZD系列振動料斗,ZGM系列振動給煤機,ZSG系列礦用重型振動篩等設備,逐步形成了豫北地區給喂料設備及振動設備的骨干生產企業。
河南省恩邦機械設備有限公司,質量管理體系健全,有一支踏實能干的質量管理隊伍,質量控制及質量保證能力較強。多年來,公司依靠科技進步,增加科技投入,不斷改進生產方式,提高生產效率,使得所生產提升設備,輸送設備,給料設備及振動設備的關鍵部件達到了系統的改進,產品性能有了較大提高,可以滿足不同行業的多種需要。
河南省恩邦機械設備有限公司愿以“誠實守信,互利雙贏,科技創新,共同發展”的思想理念,腳踏實地,穩扎穩打地為用戶生產高質量、高附加值的設備。
讓我們共同努力,托起民族工業的太陽。

聯系電話:0373-5766766 業務手機:15937323893 在線qq:79778848


 |
|  RSS訂閱
RSS訂閱





 :871792307
:871792307