4.1圓振動(dòng)篩技術(shù)性能
振動(dòng)篩是采用電機(jī)拖動(dòng)盤式激振器,激振器直接激振篩體,使篩體沿激振力方向作周期性往復(fù)運(yùn)動(dòng),物料在篩面上作圓運(yùn)動(dòng),從而達(dá)到篩分目的.具有結(jié)構(gòu)簡(jiǎn)單,堅(jiān)固耐用,噪聲低,安裝﹑維修方便等特點(diǎn).
振動(dòng)篩側(cè)板:采用優(yōu)質(zhì)的Q235板整張鋼板下料,避免篩體側(cè)板拼接,首先采用拋丸除銹,再通過(guò)微機(jī)集控中心傳輸數(shù)據(jù)到大型數(shù)控切割機(jī),實(shí)現(xiàn)無(wú)圖切割,再進(jìn)行有效拋丸除銹,確保側(cè)板的幾何圖形及精度。
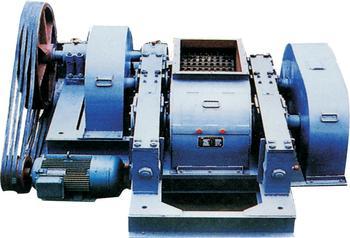
激振器:振動(dòng)源采用盤式激振器,作為振源的主要部件—主軸,選用40Cr優(yōu)質(zhì)合金鋼,經(jīng)調(diào)質(zhì)處理精密加工。電機(jī)通過(guò)平皮帶傳動(dòng)裝置直接帶動(dòng)激振源進(jìn)行篩分作業(yè),簡(jiǎn)化了傳動(dòng)裝置。
減振裝置采用優(yōu)質(zhì)橡膠簧。
電機(jī)采用河南豫通電機(jī)廠優(yōu)質(zhì)產(chǎn)品.
振動(dòng)篩的橫梁利用優(yōu)質(zhì)無(wú)縫鋼管制作,首先采用HPBK•300/40數(shù)控液壓折彎?rùn)C(jī)一次模壓成型,避免材料二次塑性變形,采用CD•20滾剪式冷倒角新工藝進(jìn)行打坡口:由MZE•1000自動(dòng)埋弧焊焊接而成,經(jīng)XMT高頻數(shù)顯退火爐退火到奧氏體組織而緩慢冷卻結(jié)晶,有效消除焊接應(yīng)力,再進(jìn)入QFO•180大型通過(guò)式拋丸機(jī)進(jìn)行表面除銹,然后由W•M•C三位一體加工中心,將橫梁的兩端面及篩板固定底座一次加工制作,來(lái)確保橫梁兩端面與篩板固定底座的形位公差與垂直度。
電機(jī)支架采用優(yōu)質(zhì)槽鋼和角鐵制作.
落料斗采用優(yōu)質(zhì)16Mn板制作.
底托采用優(yōu)質(zhì)Q235板制作
4.2主要制造工藝
材料的平整、拋丸、防腐預(yù)處理
材料預(yù)處理是提高產(chǎn)品制造質(zhì)量的首先關(guān),也是較基礎(chǔ)的一關(guān)。我們的材料預(yù)處理的主要工藝是平整-拋丸-防腐。由多輥平板機(jī)對(duì)購(gòu)進(jìn)的板料平整,校正平板在裝卸運(yùn)輸中的變形,經(jīng)過(guò)校平的鋼板平面度在1㎡內(nèi)不平量≤1mm。校平后的鋼板進(jìn)入大型拋丸機(jī)對(duì)兩平面進(jìn)行拋丸除銹除氧化皮處理,增加板材表面晶粒細(xì)化和組織致密性,提高抗疲勞性,減少裂紋源,增強(qiáng)防腐材料的附著力。經(jīng)拋丸的板材除凈灰塵污物,噴吐防腐涂料。
4.2.2等離子數(shù)控切割下料
經(jīng)表面處理的板材,在大型數(shù)控等離子切割機(jī)上,通過(guò)計(jì)算機(jī)局域網(wǎng)絡(luò)把零件排料圖紙直接傳輸并智能控制整塊一次切割成型。切割邊沿光整。
自動(dòng)埋弧焊接、氣體保護(hù)焊接和焊接機(jī)器人焊接
埋弧焊或焊接機(jī)器人焊接,焊縫深寬厚,均勻連續(xù),無(wú)焊接缺陷。其他部位運(yùn)用氣體保護(hù)焊接,無(wú)焊渣,焊接可靠,表面光整。由焊接專業(yè)質(zhì)檢員檢查焊縫質(zhì)量。
高溫退火或振動(dòng)時(shí)效,消除焊接應(yīng)力。
凡是經(jīng)焊接的所有參振部件,全部經(jīng)大型自控退火爐退火或振動(dòng)時(shí)效處理,消除焊接應(yīng)力,提高設(shè)備的抗疲勞和抗振力,延長(zhǎng)使用壽命。
4.3 振動(dòng)源無(wú)塵裝配
按照制造工藝設(shè)計(jì)的要求,加工好的振動(dòng)源零部件,在無(wú)塵裝配室經(jīng)清潔毛刺清洗污物后,進(jìn)行無(wú)塵裝配。裝配后振源兩對(duì)稱點(diǎn)偏心質(zhì)量誤差小于0.1Kg,振源軸鍵槽同軸度小于0.1mm,并且振源軸鍵槽必須對(duì)應(yīng)于同一側(cè),確保振源轉(zhuǎn)動(dòng)靈活和對(duì)稱兩組激振源的偏心塊初始相位角相同。


 |
|  RSS訂閱
RSS訂閱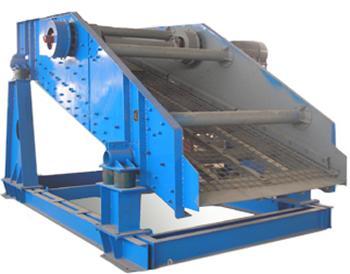









 :871792307
:871792307