鉆井液平動橢圓型AJSPD泥漿振動篩的焊接工藝的改進
泥漿振動篩是對鉆井中泥漿進行凈化處理的主要機械設備之一,其中AJSPD型平動橢圓泥漿振動篩因其機械性能、泥漿處理量、凈化程度等指標相對較高,得到越來越廣泛的應用。由于工況和承受載荷的特點——特別是受到每分鐘960~1500轉激振轉速的振動,使其制造工藝較為復雜,加工精度要求高。在焊接加工方面,偏心軸筒的焊接質量是影響振動篩加工質量和能否達到設計使用壽命要求的關鍵所在,為此,我們對偏心軸筒的焊接進行了認真的試驗和工藝分析,最后得出了合理的焊接工藝,并在實際生產中得到廣泛應用。
1 結構特點
AJSPD型泥漿振動篩由兩個直徑大小不同的偏心軸組成,其筒座的材料為20鋼,筋板材料為Q235A。結構如圖1所示:
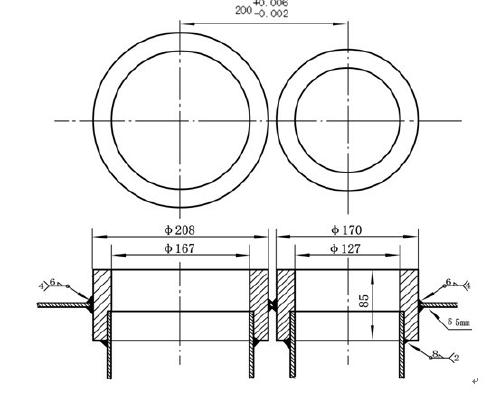
焊接時采用φ3.2的E4303焊條(150℃烘干1~2小時),焊接電流為150A,焊后經用著色探傷表面無裂紋等其它缺陷。要求達到240小時。試運行結果:連續運轉90小時后,大軸承座焊縫靠軸筒一側出現裂紋;110小時后,小軸承座出現裂紋;同時,篩箱墻板被撕裂,造成振動篩無法正常運轉。
2 產生裂紋的原因分析
① 由于筋板較薄,焊腳尺寸較小,焊縫強度較低;
② 角焊縫向基體金屬過渡處有明顯的截面變化,其應力集中系數較高;
③ 由于受960~1500r/min激振轉速的振動,且振動力大,結構穩定性差;
④ 焊后未進行熱處理。
3 改進措施
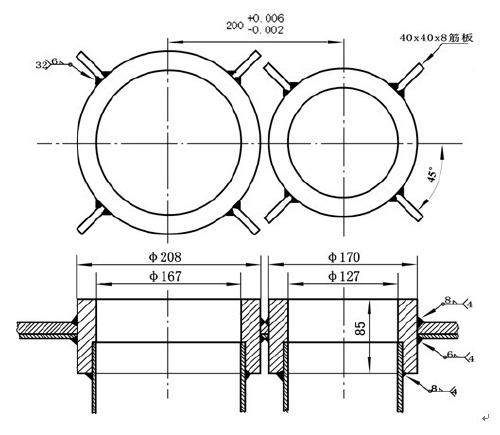
① 結構上,在篩箱外側各搭接一塊600×600×12mm的鋼板,用來增加墻板與軸承座的厚度,搭接板與墻板連接焊縫為連續焊縫,并在墻板內側增加6個12mm的塞焊縫。
② 在搭接板一側開單邊V形坡口,坡口角度為32°。為提高穩定性,在墻板內外側增加4個40×40×8mm的三角形筋板。如圖2所示:
③ 工藝參數的選擇
A、墻板內側的焊接。選用φ3.2的E5015焊條;焊接電流為100×110A;
B、墻板外側的焊接。選用E5015焊條,工藝參數見下表:
|
焊接工藝參數 |
打底焊 |
填充焊 |
蓋面焊 |
|
焊條直徑mm |
φ3.2 |
φ4.0 |
φ4.0 |
|
焊接電流A |
110~120 |
160~170 |
150~160 |
④ 焊前將焊條在300~400℃下烘干1~2小時并保溫。
⑤ 焊后立即進行整體熱處理,溫度為450~500℃,消除應力。
4 試運轉結果
改進后進行運轉試驗,整機連續運轉248小時后,對其進行著色檢驗,未發現裂紋及墻板撕裂現象,然后進行整機機械性能、工藝性能檢驗,都符合設計要求。
- 科迅機械攜黑犀牛泥漿直線振動篩亮相第46屆美國(休斯敦)國際石油展覽會...(2015-05-25)
- 三川德青工程機械連續中標三個泥水處理設備采購項目...(2015-04-23)
- 鉆井液的功用及鉆井液固相控制(2014-09-15)
- 國內鉆井液振動篩面臨技術革新(2014-08-13)
- 中石化中原鉆井工程技術研究院研制出新型鉆井液振動篩...(2014-08-13)
- 大慶鉆探鉆井二公司鉆井液振動篩發明除砂輔助器提高篩板利用率增效...(2014-07-07)
- 鉆井液在泥漿循環過程中有那幾個過程(2014-06-11)
















































