制砂機轉子磨損太快怎么辦?立軸沖擊破轉子及其耐磨件磨損分析與維修辦法
立軸式沖擊破碎機也叫制砂機。轉子作為立軸式沖擊破的執行部件,轉子磨損件的使用壽命直接決定立軸式沖擊破碎機設備的檢修周期以及設備開機率。
日常維護過程中主要以磨損件更換和轉子本體磨損的焊補為主,因此對設備磨損情況的正確分析、更換標準以及設備維修方法制定,將極大地改善整個臺設備的運行情況,延長實際使用壽命。
轉子機構
立軸式沖擊破碎機轉子主要由轉子本體、分料盤、給料孔套、導料板、上磨損板、下磨損板以及頂部磨損板等部件組成。

圖1 轉子機構
日常維護過程中主要以磨損件的定期更換和轉子本體磨損的焊補為主。設備維護、操作人員可以通過轉子各部件的磨損情況,判定岀整臺設備的運行狀態。
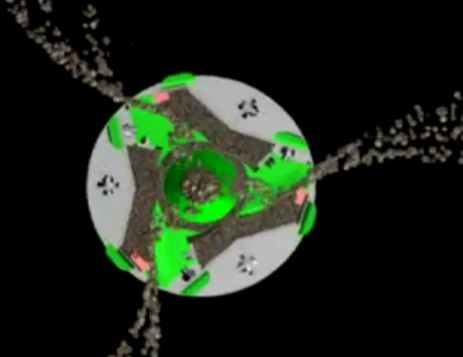
圖2 運行時葉輪俯視圖
轉子磨損件磨損分析及維護方法
2.1 拋料頭磨損分析及維護方法
(1)正常磨損。
拋料面磨損部位呈現中心對稱圓弧形磨損凹陷。耐磨嵌塊磨損后剩余量<3mm時,需及時更換(圖3)。
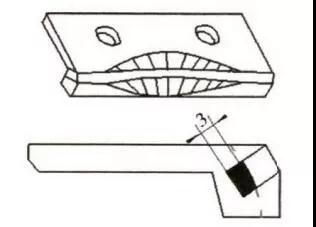
圖3 拋料頭磨損
(2)偏側磨損。
拋料面呈現中圓弧形磨損凹陷,磨損部位偏上或偏下。耐磨嵌塊磨損最大處剩余量<3mm時,需及時更換。同時需要調整導料板角度以及破碎腔內積料厚度.徹底解決偏側磨損。
(3)拋料頭開裂或破裂。
及時更換開裂或破裂的拋料頭,并檢查給料中是否夾鐵、給料力度過大或裝配面無夾砂等,及時進行調整和清理避免類似情況發生。
轉子上配套拋料頭磨損到更換標準時,必須更換轉子拋料頭總成。不能選擇性單件更換,否則將影響轉子動平衡叫
2.2 上、下磨損板磨損分析及維護方法
磨損板的內表面至排料口處出現溝壑形磨損,磨損最大處磨損板厚度余量<3mm時,必須進行更換(圖4)。
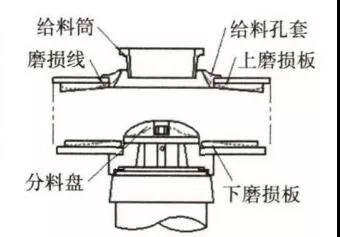
圖4 上、下磨損板磨損
上磨損板非正常磨損主要因給料筒及給料孔套磨損嚴重,需有針對性的檢查給料筒及給料孔套的磨損情況并進行更換(上磨損板內側邊緣磨損至3mm時更換),同時觀察轉子拋料頭磨損位置,確定是否受導料板安轉位置和安裝角度影響。
下磨損板磨損過快需有針對性地檢查分料盤的磨損情況,分料盤的磨損將直接加劇下磨損板的磨損速率(分料盤最大磨損處厚度余量<3mm或固定螺栓頂部開始磨損時必須更換),同時觀察轉子拋料頭磨損位置,確定是否受導料板安轉位置和安裝角度影響。
轉子本體磨損分析及修補標準
轉子本體磨損主要體現在頂部邊緣磨損、底部邊緣磨損以及內側磨損等3個方面,需人工周期性修補,遵循“小補頻修”的原則。
3.1 磨損分析
(1)頂部邊緣磨損。
轉子頂部邊緣磨損一定是伴隨著頂部磨損板的過量磨損而產生。頂部磨損板需在磨損到轉子本體前進行更換。
(2)底部邊緣磨損。
轉子底部邊緣磨損通常原因可能為轉子底部積礦角度摩擦轉子下部以及邊緣,應合理減少轉子下部積礦。
(3)內側磨損。
磨損通常發生在給料較細或物料流動性較大時,物料對磨損板與轉子本體安裝位置的縫隙或邊緣的流線型磨損,需在磨損板或拋料頭安裝后用尿烷密封膠對間隙進行填充。
3.2 修補標準
對轉子磨損部位的修補主要分為磨損部修補和磨損部表面硬化修補兩大部分,設備總裝內和平衡機上不可進行焊補作業。
(1)磨損部位修補。
采用與轉子本體相同材料焊條,按照轉子原有尺寸進行修補。
(2)表面硬化修補。
頂部邊緣磨損處硬化修補只需在磨損部修補的基礎上對外邊緣進行硬化處理.厚度≥5mm,下表面硬化層厚≥2mm,徑向硬化修補長度≥20mm。
底部邊緣磨損需對轉子底部的上、下表面以及側邊進行焊補并硬化處理,具體參數同時頂部邊緣磨損修補。修補后需保證轉子動平衡不變。
立軸式沖擊破碎機轉子在使用過程中需周期性人工檢查并測量磨損后余量,嚴格按照更換和維修標準進行磨損件更換和轉子本體焊補。
轉子磨損件厚度余量<3mm時,需在設備運轉8h內進行停機整套更換,同時査找磨損原因。轉子本體修補需嚴格遵守修補標準,確保修補質量和動平衡滿足生產要求。
- 總投資達1.81億元!30個單體建筑!寧夏年產600萬噸砂石生產線項目試產...(2024-10-29)
- 鄭州三和水工取得雙層轉子式制砂機專利,完成精細化高效破碎...(2024-10-29)
- 總投資5億!四川500萬噸/年砂石項目環評獲批(2024-07-10)
- 白酒偽裝“香煙” 制砂機多出個“孿生弟弟”?(2023-05-12)
- 合計年產骨料約4500萬噸!河南/安徽/浙江/廣東等多地砂石項目或將開工...(2023-04-20)
- 沖擊破制砂機異常振動的9個原因及解決辦法,趕快收藏!...(2022-12-20)
- 警惕,制砂機出料粒度不達標?可能是這4個因素出了問題...(2022-12-20)
















































